Die casting is a metal casting process that is characterized by forcing molten metal under high pressure into a mould cavity. The mould cavity is created using two hardened tool steel dies which have been machined into shape and work similarly to an injection mould during the process. Most die castings are made from non-ferrous metals, specifically zinc, copper, aluminium, magnesium, lead, pewter, and tin-based alloys. Depending on the type of metal being cast, a hot- or cold-chamber machine is used.
The casting equipment and the metal dies represent large capital costs and this tends to limit the process to high-volume production. Manufacture of parts using die casting is relatively simple, involving only four main steps, which keeps the incremental cost per item low. It is especially suited for a large quantity of small- to medium-sized castings, which is why die casting produces more castings than any other casting process.Die castings are characterized by a very good surface finish (by casting standards) and dimensional consistency.
Die and component material and hardness for various cast metals
Die component
Cavity inserts
Cores
Sprue parts
Nozzle
Ejector pins
Plunger shot sleeve
Holder block
Two dies are used in die casting; one is called the "cover die half" and the other the "ejector die half". Where they meet is called the parting line. The cover die contains the sprue (for hot-chamber machines) or shot hole (for cold-chamber machines), which allows the molten metal to flow into the dies; this feature matches up with the injector nozzle on the hot-chamber machines or the shot chamber in the cold-chamber machines. The ejector die contains the ejector pins and usually the runner, which is the path from the sprue or shot hole to the mould cavity. The cover die is secured to the stationary, or front, platen of the casting machine, while the ejector die is attached to the movable platen. The mould cavity is cut into two cavity inserts, which are separate pieces that can be replaced relatively easily and bolt into the die halves.
The dies are designed so that the finished casting will slide off the cover half of the die and stay in the ejector half as the dies are opened. This assures that the casting will be ejected every cycle because the ejector half contains the ejector pins to push the casting out of that die half. The ejector pins are driven by an ejector pin plate, which accurately drives all of the pins at the same time and with the same force, so that the casting is not damaged. The ejector pin plate also retracts the pins after ejecting the casting to prepare for the next shot. There must be enough ejector pins to keep the overall force on each pin low, because the casting is still hot and can be damaged by excessive force. The pins still leave a mark, so they must be located in places where these marks will not hamper the casting's purpose.
Other die components include cores and slides. Cores are components that usually produce holes or opening, but they can be used to create other details as well. There are three types of cores: fixed, movable, and loose. Fixed cores are ones that are oriented parallel to the pull direction of the dies (i.e. the direction the dies open), therefore they are fixed, or permanently attached to the die. Movable cores are ones that are oriented in any other way than parallel to the pull direction. These cores must be removed from the die cavity after the shot solidifies, but before the dies open, using a separate mechanism. Slides are similar to movable cores, except they are used to form undercut surfaces. The use of movable cores and slides greatly increases the cost of the dies.[16] Loose cores, also called pick-outs, are used to cast intricate features, such as threaded holes. These loose cores are inserted into the die by hand before each cycle and then ejected with the part at the end of the cycle. The core then must be removed by hand. Loose cores are the most expensive type of core, because of the extra labor and increased cycle time. Other features in the dies include water-cooling passages and vents along the parting lines. These vents are usually wide and thin (approximately 0.13 mm or 0.005 in) so that when the molten metal starts filling them the metal quickly solidifies and minimizes scrap. No risers are used because the high pressure ensures a continuous feed of metal from the gate.
The most important material properties for the dies are thermal shock resistance and softening at elevated temperature; other important properties include hardenability, machinability, heat checking resistance, weldability, availability (especially for larger dies), and cost. The longevity of a die is directly dependent on the temperature of the molten metal and the cycle time. The dies used in die casting are usually made out of hardened tool steels, because cast iron cannot withstand the high pressures involved, therefore the dies are very expensive, resulting in high start-up costs. Metals that are cast at higher temperatures require dies made from higher alloy steels.
Mold Parts,Die Cast Mould Core,Die Cast Mold Insert,Precision Mold Parts Dayue Precision Technology , https://www.dayuechn.com
Features
Transparent plastic characters with Braille, illuminated halo and text
OMRON B3F-5000 switch
ABS base with metal circular frame and surface
Complies with GB24477, the accessibility standard for lifts for disabled persons
HOT SALE BUTTONS:

Conformity
EN81-70
Voltage
24DCV (standard), 12DCV, 48DCV ±10%
Lighting Color
Red (standard), Blue, White, Orange, Yellow (optional)
Current
50mA
Switch Brand
Imported OMRON-5 series
Pushing Force
2-3.5N
Life Span
Over one million operations
Operating Temperature
-10~50°C
IP Rating
IP64
Humidity
45%~90%
About Us
Why Choose Us?
Shanghai Sunny Elevator Co., Ltd was established in 1992 and has been a leading manufacturer of opto-electro-mechanical products for over 30 years. We specialize in the design and production of high-quality elevator components and have been engaged in international trade since 2012. Our products are exported to more than 80 countries worldwide, offering reliable and innovative solutions for the elevator industry. With a strong focus on quality, safety, and customer satisfaction, we are your trusted partner in elevator technology.
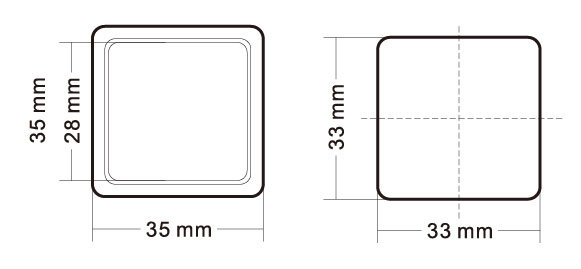
Transparent Plastic Characters with Braille for Elevator Call Button (SN-PB210)
Model No.: SN-PB210
Size: 35X35mm
Surface Thickness: 1 mm
Application: Elevator Components
Brand Name: SUNNY
Packaging: Carton Box
Standards: CE, ISO9001, CCC
Origin: Shanghai, China